











QR-Code

Über uns
Produkte
Kontaktiere uns


Fax
+86-579-87223657

Email

Adresse
Wangda Road, Ziyang Street, Kreis Wuyi, Stadt Jinhua, Provinz Zhejiang, China


Einführung
SIC ist SI in vielen Anwendungen aufgrund seiner überlegenen elektronischen Eigenschaften wie hoher Temperaturstabilität, breiter Bandlücke, hoher elektrischer Feldstärke mit hoher Breakdown und hoher thermischer Leitfähigkeit überlegen. Heutzutage wird die Verfügbarkeit von Traktionssystemen von Elektrofahrzeugen aufgrund der höheren Schaltgeschwindigkeiten, höheren Betriebstemperaturen und einem geringeren thermischen Widerstand von SIC -Metalloxid -Halbleiterfeld -Effekttransistoren (MOSFETs) erheblich verbessert. Der Markt für SIC-basierte Leistungsgeräte ist in den letzten Jahren sehr schnell gewachsen. Daher hat sich die Nachfrage nach hochwertigen, fehlerfreien und einheitlichen SIC-Materialien erhöht.
In den letzten Jahrzehnten konnten 4H-SiC-Substratlieferanten die Waferdurchmesser von 2 Zoll auf 150 mm vergrößern (bei gleichbleibender Kristallqualität). Heutzutage beträgt die gängige Wafergröße für SiC-Geräte 150 mm, und um die Produktionskosten pro Geräteeinheit zu senken, befinden sich einige Gerätehersteller in der Anfangsphase der Einrichtung von 200-mm-Fabriken. Um dieses Ziel zu erreichen, ist neben dem Bedarf an kommerziell erhältlichen 200-mm-SiC-Wafern auch die Fähigkeit zur Durchführung einer gleichmäßigen SiC-Epitaxie äußerst wünschenswert. Daher besteht die nächste Herausforderung nach Erhalt qualitativ hochwertiger 200-mm-SiC-Substrate darin, auf diesen Substraten ein qualitativ hochwertiges epitaktisches Wachstum durchzuführen. LPE hat einen horizontalen, einkristallinen, vollautomatischen CVD-Reaktor mit heißer Wand (PE1O8) entworfen und gebaut, der mit einem Mehrzonen-Implantationssystem ausgestattet ist, das SiC-Substrate von bis zu 200 mm verarbeiten kann. Hier berichten wir über seine Leistung bei der 150-mm-4H-SiC-Epitaxie sowie vorläufige Ergebnisse bei 200-mm-Epiwafern.
Ergebnisse und Diskussion
PE1O8 ist ein vollautomatisches Kassetten-zu-Kassetten-System, das bis zu 200 mm sic-Wafer verarbeitet. Das Format kann zwischen 150 und 200 mm umgeschaltet werden, wodurch die Ausfallzeiten der Werkzeuge minimiert werden können. Die Verringerung der Heizstufen erhöht die Produktivität, während die Automatisierung die Arbeit verringert und die Qualität und Wiederholbarkeit verbessert. Um einen effizienten und kostengünstigen Epitaxieprozess zu gewährleisten, werden drei Hauptfaktoren gemeldet: 1) schnelles Verfahren, 2) hohe Gleichmäßigkeit der Dicke und Dotierung, 3) minimierte Defektbildung während des Epitaxieprozesses. In PE1O8 ermöglicht die kleine Graphitmasse und das automatisierte Lade-/Entladungssystem in weniger als 75 Minuten ein Standardlauf (ein Standardrezept für 10 μm Schottky -Dioden verwendet eine Wachstumsrate von 30 & mgr; m/h). Das automatisierte System ermöglicht das Laden/Entladen bei hohen Temperaturen. Infolgedessen sind sowohl Heiz- als auch Kühlzeiten kurz, während sie bereits den Backschritt unterdrücken. Solche idealen Bedingungen ermöglichen das Wachstum von wirklich undotiertem Material.
Die Kompaktheit der Geräte und des Dreikanal-Injektionssystems führt zu einem vielseitigen System mit hoher Leistung sowohl bei Doping- als auch bei der Dicke. Dies wurde unter Verwendung von CFD -Simulationen (Computational Fluid Dynamics) durchgeführt, um eine vergleichbare Gasfluss- und Temperaturgleichmäßigkeit für 150 mM und 200 mM Substratformate sicherzustellen. Wie in Abbildung 1 gezeigt, liefert dieses neue Injektionssystem Gas in den zentralen und lateralen Teilen der Ablagerungskammer einheitlich. Das Gasmischsystem ermöglicht die Variation der lokal verteilten Gaschemie und erweitert die Anzahl der einstellbaren Prozessparameter weiter, um das epitaxiale Wachstum zu optimieren.
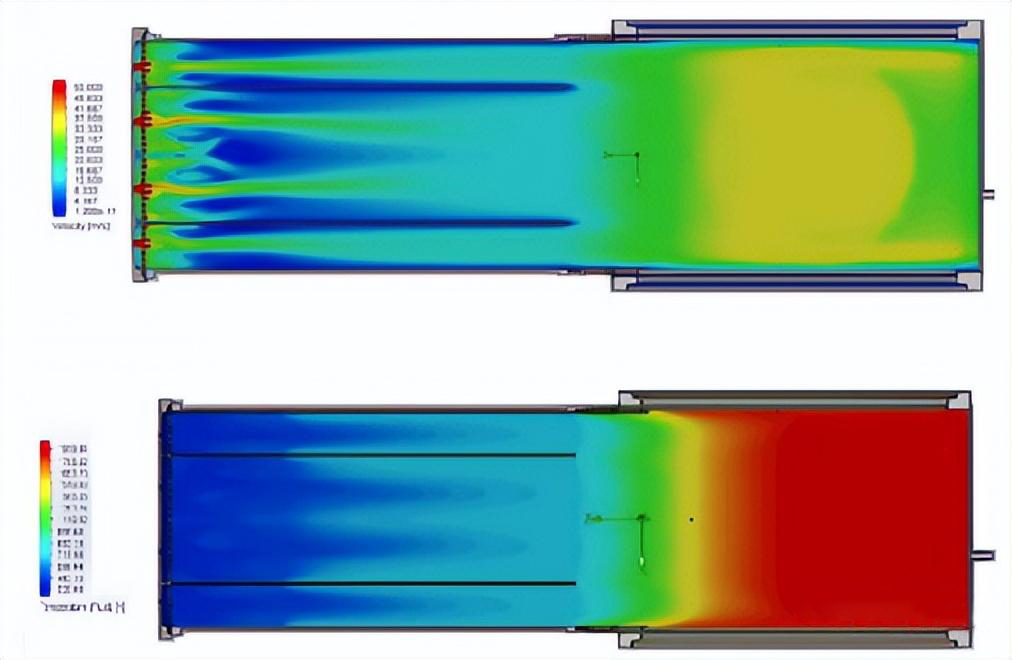
Abbildung 1 Simulierte Größe der Gasgeschwindigkeit (oben) und Gastemperatur (unten) in der PE1O8-Prozesskammer in einer Ebene, die 10 mm über dem Substrat liegt.
Weitere Merkmale sind ein verbessertes Ga -Rotationssystem, das einen Rückkopplungssteuerungsalgorithmus verwendet, um die Leistung zu rotieren und die Rotationsgeschwindigkeit direkt zu messen, und eine neue PID -Erzeugung für die Temperaturregelung. Epitaxieprozessparameter. In einer Prototypkammer wurde ein 4H-Sic-Epitaxialwachstumsprozess vom N-Typ-Typ entwickelt. Trichlorsisilan und Ethylen wurden als Vorläufer für Silizium- und Kohlenstoffatome verwendet; H2 wurde als Trägergas verwendet und Stickstoff wurde für das N-Typ-Dotierung verwendet. SI-Geage-kommerzielle 150-mm-SIC-Substrate und 200-mm-SIC-Substrate von Forschungsgrade wurden verwendet, um 6,5 & mgr; m dicke 1 × 1016 cm-3-N-dotierte 4H-SIC-Epilayers zu züchten. Die Substratoberfläche wurde in situ unter Verwendung eines H2 -Flusses bei erhöhter Temperatur geätzt. Nach diesem Ätzschritt wurde eine Pufferschicht vom Typ N-Typ unter Verwendung einer niedrigen Wachstumsrate und einem niedrigen C/Si-Verhältnis zur Herstellung einer Glättungsschicht gezüchtet. Auf dieser Pufferschicht wurde eine aktive Schicht mit einer hohen Wachstumsrate (30 μm/h) unter Verwendung eines höheren C/Si -Verhältnisses abgelagert. Das entwickelte Verfahren wurde dann in einen PE1O8 -Reaktor überführt, der in der schwedischen Einrichtung von ST installiert wurde. Ähnliche Prozessparameter und die Gasverteilung wurden für 150 mm und 200 mm Proben verwendet. Die Feinabstimmung von Wachstumsparametern wurde aufgrund der begrenzten Anzahl der verfügbaren 200 -mm -Substrate auf zukünftige Studien verschoben.
Die scheinbare Dicke und Dopingleistung der Proben wurden durch FTIR- bzw. CV -Quecksilbersonde bewertet. Die Oberflächenmorphologie wurde durch Microskopie von Nomarski Differential Interference Contrast (NDIC) untersucht, und die Defektdichte der Epilayers wurde durch Candela gemessen. Vorläufige Ergebnisse. Vorläufige Ergebnisse von Dotierung und Dickungsgleichmäßigkeit von 150 mm und 200 mM epitaxiell angebauten Proben, die in der Prototypkammer verarbeitet wurden, sind in Abbildung 2 dargestellt. ) bis zu 0,4% bzw. 1,4% und Doping-Variationen (σ-Means) von 1,1% und 5,6%. Die intrinsischen Dopingwerte betrugen ungefähr 1 × 1014 cm-3.
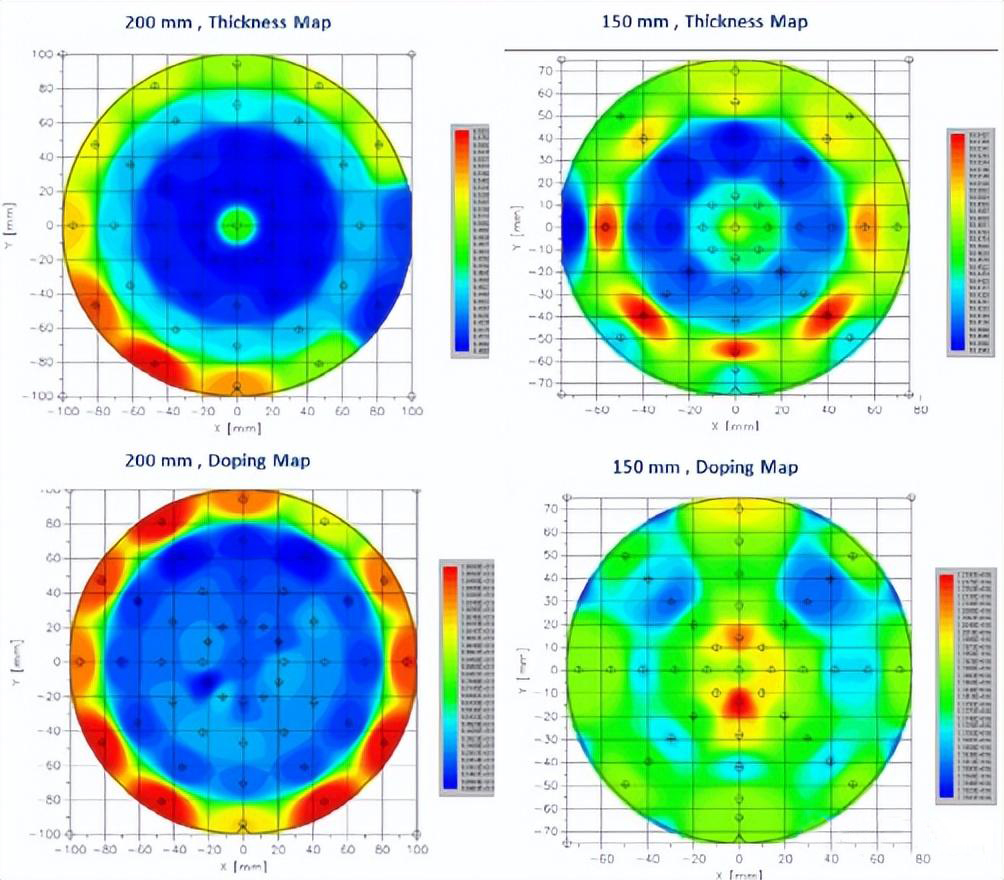
Abbildung 2 Dicke und Dotierungsprofile von 200-mm- und 150-mm-Epiwafern.
Die Wiederholbarkeit des Prozesses wurde durch den Vergleich der Variationen von Lauf zu Lauf untersucht, was zu Dickenschwankungen von nur 0,7 % und Dotierungsschwankungen von nur 3,1 % führte. Wie in Abbildung 3 dargestellt, sind die Ergebnisse des neuen 200-mm-Prozesses mit den hochmodernen Ergebnissen vergleichbar, die zuvor mit einem PE1O6-Reaktor bei 150 mm erzielt wurden.
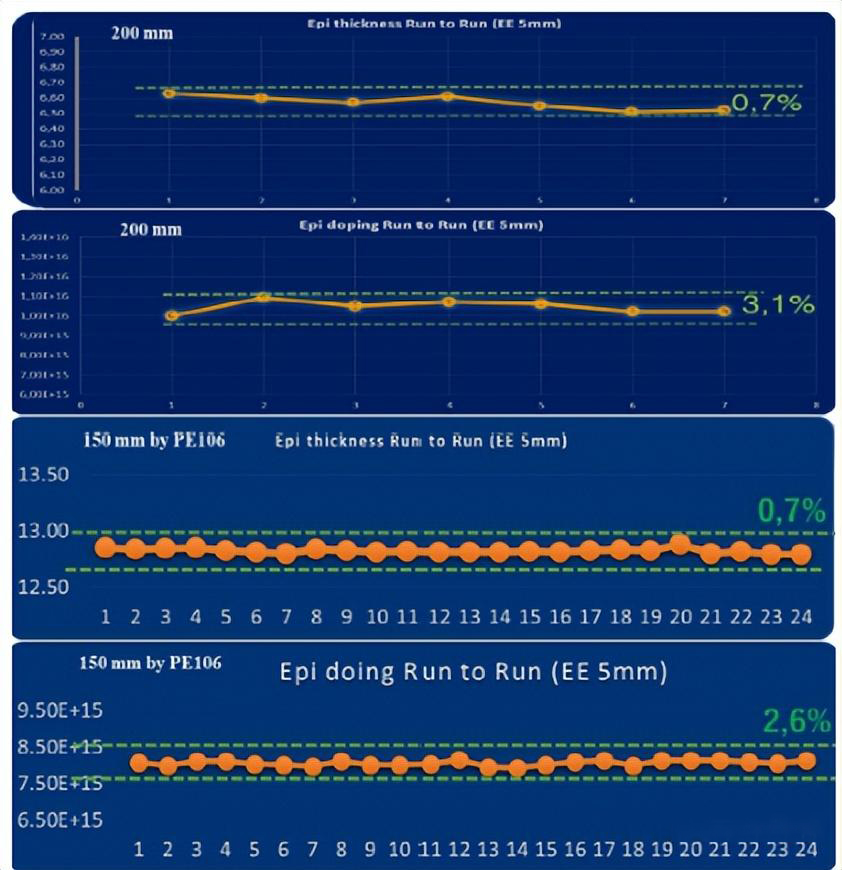
Abbildung 3 Schicht-für-Schicht-Dicke und Dotierungsgleichmäßigkeit einer 200-mm-Probe, die von einer Prototypkammer (oben) und einer von PE1O6 (unten) hergestellten modernsten 150-mm-Probe verarbeitet wurde.
In Bezug auf die Oberflächenmorphologie der Proben bestätigte die NDIC -Mikroskopie eine glatte Oberfläche mit Rauheit unter dem nachweisbaren Bereich des Mikroskops. PE1O8 Ergebnisse. Der Prozess wurde dann in einen PE1O8 -Reaktor übertragen. Die Dicke und Dotierung der Gleichmäßigkeit der 200mm -Epiwafer sind in Abbildung 4 dargestellt. Die Epilayers wachsen gleichmäßig entlang der Substratoberfläche mit Dicke und Dotierungsschwankungen (σ/Mittelwert) von 2,1% bzw. 3,3%.
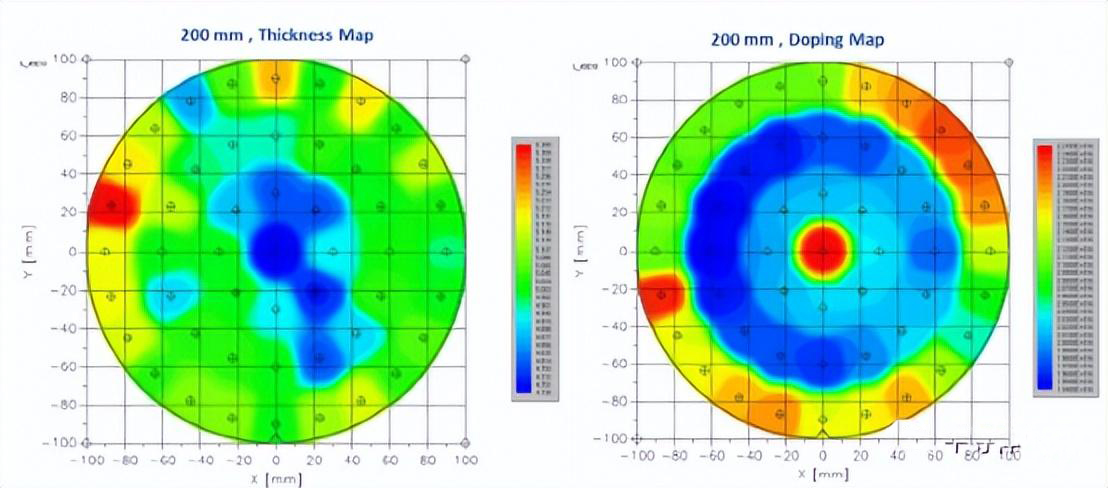
Abbildung 4 Dicke und Dotierungsprofil eines 200-mm-Epiwafers in einem PE1O8-Reaktor.
Um die Defektdichte epitaxiell angebauter Wafer zu untersuchen, wurde Candela verwendet. Wie in der Abbildung gezeigt. Bei den 150 mm bzw. 200 mm-Proben wurden Gesamtfehlerdichten von 5 von 5,43 cm-2 und 3,06 cm-2 erreicht. Die gesamte verfügbare Fläche (TUA) nach der Epitaxie wurde daher für die 150 mm bzw. 200 mm Proben von 97% und 92% berechnet. Es ist erwähnenswert, dass diese Ergebnisse erst nach einigen Läufen erzielt wurden und durch Feinabstimmung der Prozessparameter weiter verbessert werden können.
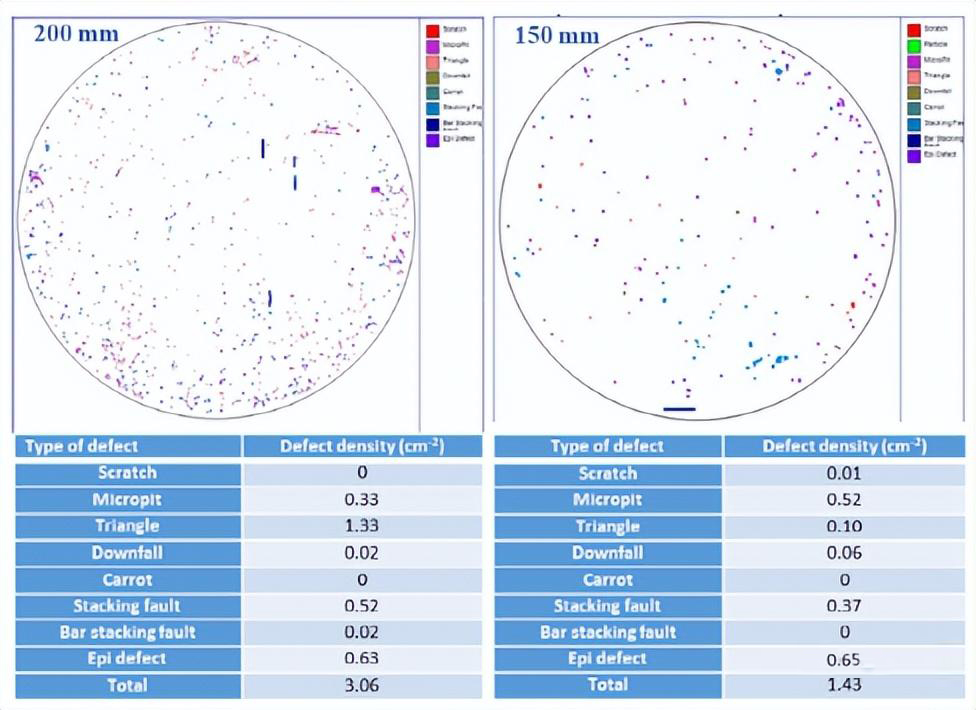
Abbildung 5 Candela-Defektkarten von 6 μm dicken 200 mm (links) und 150 mm (rechts) Epiwafern, die mit PE1O8 gewachsen sind.
Abschluss
In diesem Artikel wird der neu entwickelte PE1O8-Heißwand-CVD-Reaktor und seine Fähigkeit vorgestellt, eine gleichmäßige 4H-SiC-Epitaxie auf 200-mm-Substraten durchzuführen. Die vorläufigen Ergebnisse bei 200 mm sind sehr vielversprechend, mit Dickenschwankungen von nur 2,1 % über die Probenoberfläche und Dotierungsleistungsschwankungen von nur 3,3 % über die Probenoberfläche. Der TUA nach der Epitaxie wurde mit 97 % bzw. 92 % für die 150-mm- bzw. 200-mm-Proben berechnet, und es wird prognostiziert, dass sich der TUA für 200 mm in Zukunft mit höherer Substratqualität verbessern wird. In Anbetracht der Tatsache, dass die hier berichteten Ergebnisse auf 200-mm-Substraten auf einigen Testreihen basieren, glauben wir, dass es möglich sein wird, die Ergebnisse, die bereits nahe an den neuesten Ergebnissen bei 150-mm-Proben liegen, noch weiter zu verbessern Feinabstimmung der Wachstumsparameter.
+86-579-87223657
Wangda Road, Ziyang Street, Kreis Wuyi, Stadt Jinhua, Provinz Zhejiang, China