





-Keramik-Wafer-Boot?")

: Vom Wafer bis zu Verpackungen und Tests")



QR-Code

Über uns
Produkte
Kontaktiere uns


Fax
+86-579-87223657

Email

Adresse
Wangda Road, Ziyang Street, Kreis Wuyi, Stadt Jinhua, Provinz Zhejiang, China


Wie eine TaC-Beschichtung das SiC-Kristallwachstum in PVT-Anwendungen verbessert
Siliziumkarbid (SiC) ist heute die Grundlage vieler Fortschritte bei Antriebssträngen für Elektrofahrzeuge, Konvertern für erneuerbare Energien und Hochfrequenz-Leistungsmodulen. Sowohl die Wirtschaftlichkeit der Herstellung als auch die Geräteleistung hängen von der Vergrößerung der SiC-Kristallabmessungen, der Steigerung der Chargenausbeute und der Unterdrückung von Defektpopulationen ab. Um diese Ziele zu erreichen, bedarf es mehr als nur fein abgestimmte Prozessrezepte. Die Integrität und Langlebigkeit von Wärmefeldmaterialien sind gleichermaßen entscheidend, insbesondere angesichts der aggressiven Bedingungen in PVT-Öfen (Physical Vapour Transport).
Unter den Oberflächentechnikoptionen für Graphitteile hat die chemische Gasphasenabscheidung (CVD) von Tantalkarbid (TaC) messbar an Bedeutung gewonnen. Diese Beschichtung schützt nicht nur das Substrat; Es verändert aktiv die Oberflächenchemie und die thermische Reaktion von Komponenten, die den härtesten Anforderungen ausgesetzt sind.
Was bewirkt die TaC-Beschichtung in einem PVT-Ofen?
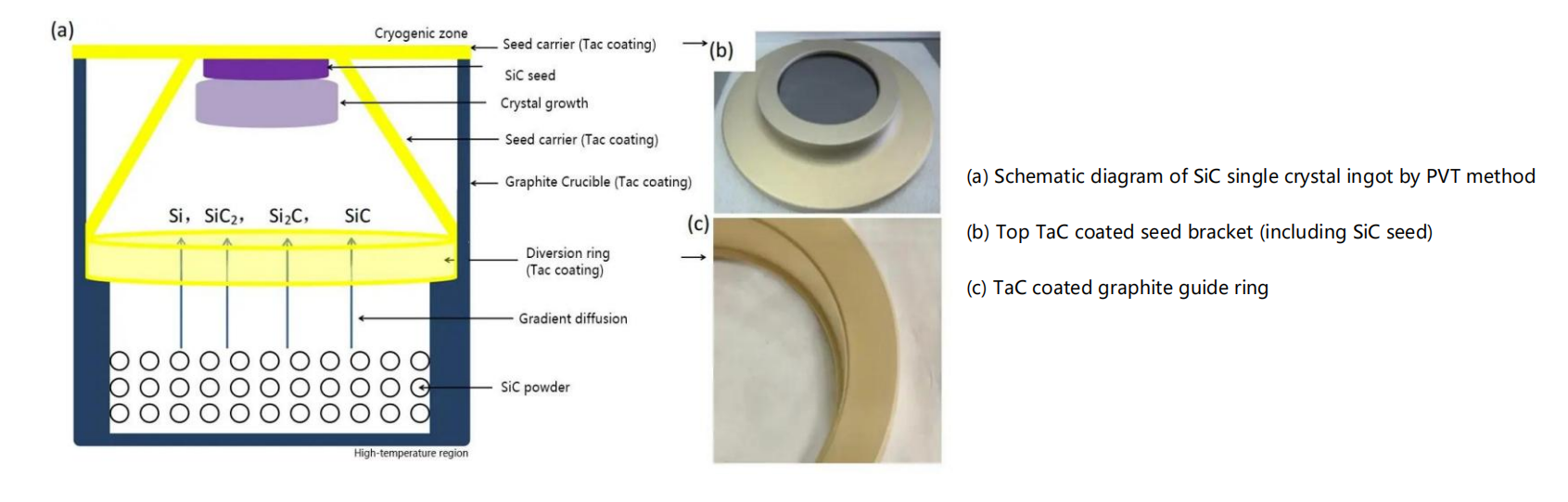
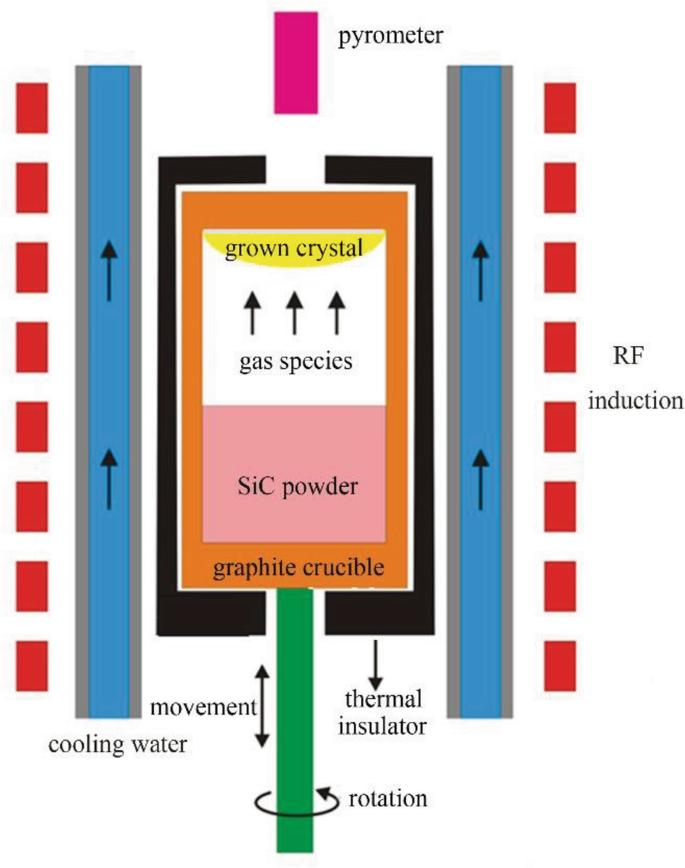
Das PVT-Wachstum erfolgt durch Sublimation des SiC-Ausgangsmaterials über 2.000 °C. Die entstehenden Dampfspezies wandern zu einem kühleren Impfkristall, wo durch Kondensation und Rekristallisation nach und nach die Kugel entsteht. Ein einzelner Lauf kann Hunderte von Stunden dauern. Während dieses Zeitraums ist jede Graphitoberfläche – Tiegelwände, Keimhalter, Führungsringe – ständig siliziumreichem Dampf, extremen Wärmegradienten und mechanischer Belastung aufgrund von Ungleichgewichten bei der Wärmeausdehnung ausgesetzt.
Ohne Schutzschichten durchläuft Graphit zwei parallele Abbauwege. Einer davon ist physikalischer Natur: Durch Oberflächenerosion werden feine Kohlenstoffpartikel in den Dampfstrom freigesetzt. Der andere ist chemischer Natur: Siliziumdampf reagiert mit Graphit unter Bildung von flüchtigem SiC oder anderen Zwischenprodukten, wodurch die Bauteilwand zunehmend dünner wird. Beide Wege führen Kohlenstoffcluster oder Spurenmetallverunreinigungen in den wachsenden Kristall ein und verkürzen die Nutzungsdauer teurer Ofenmöbel.
Die CVD-TaC-Beschichtung unterbricht diese Mechanismen. Die Beschichtungsschicht ist stöchiometrisch kontrolliert, lochfrei und haftet am Graphitsubstrat. Es bietet dem Hochtemperaturdampf eine chemisch inerte Oberfläche, sodass der darunter liegende Graphit niemals direkt mit der reaktiven Umgebung in Kontakt kommt. Diese Trennung verändert den Kontaminationsverlauf grundlegend.
Beobachtete Verbesserungen der Kristallqualität
Kristallzüchter berichten häufig, dass TaC-beschichtete Komponenten mit einer geringeren Anzahl an Kohlenstoffeinschlüssen und Mikrorohrabschlüssen einhergehen. Die Erklärung liegt in der Fähigkeit der Beschichtung, über mehrere Durchläufe hinweg einen konstanten Oberflächenzustand aufrechtzuerhalten. Unbeschichteter Graphit verändert sich im Laufe der Zeit – seine Porosität nimmt zu, sein Emissionsgrad verschiebt sich und seine lokale Temperaturverteilung driftet. Diese allmählichen Veränderungen stören die thermische Feldsymmetrie, die für ein gleichmäßiges radiales Wachstum unerlässlich ist.
Im Gegensatz dazu bewahrt ein stabiles Wärmefeld die axialen und radialen Temperaturgradienten, die für ein kontrolliertes Stufenflusswachstum auf der Samenoberfläche erforderlich sind. Durch die TaC-Beschichtung behält das Tiegelinnere seine ursprüngliche Geometrie und sein thermisches Emissionsvermögen über mehrere Wachstumszyklen hinweg. Das Ergebnis ist eine engere Verteilung der Kristallqualitätsmetriken von Durchlauf zu Durchlauf, was den Anteil der verwendbaren Wafer pro Kugel direkt erhöht.
Längere Komponentenlebensdauer und höhere Betriebskosten
Der wirtschaftliche Grund für eine TaC-Beschichtung liegt häufig in der Verlängerung der Lebensdauer. Graphitkomponenten in unbeschichteter Form müssen je nach spezifischem Temperaturprofil und Laufdauer möglicherweise nach 10–20 Wachstumsläufen ausgetauscht werden. TaC-beschichtete Äquivalente erreichen im dokumentierten Ofenbetrieb routinemäßig eine zwei- bis dreimal so lange Lebensdauer, bevor sie einen messbaren Gewichtsverlust oder eine Oberflächenaufrauung zeigen.
Diese Haltbarkeit ist auf den hohen Schmelzpunkt der Beschichtung (über 3.800 °C) und ihren niedrigen Diffusionskoeffizienten für Kohlenstoff und Silizium zurückzuführen. Selbst bei 2.200 °C bleibt die Interdiffusion über die Grenzfläche zwischen Beschichtung und Substrat vernachlässigbar. Unter der Voraussetzung, dass die CVD-Abscheidungsparameter richtig optimiert sind, verschüttet die Beschichtung nicht, blättert nicht ab oder delaminiert bei Temperaturwechsel. Längere Intervalle zwischen dem Austausch von Komponenten führen zu weniger Abkühl- und Aufheizzyklen des Ofens, weniger Arbeitsaufwand für die Demontage und den erneuten Zusammenbau sowie zu einem geringeren Verbrauch an hochreinem Graphitmaterial.
Reinheitsspezifikationen, die für Halbleiter wichtig sind
Bei SiC in Gerätequalität können metallische Verunreinigungen im ppm-Bereich die Trägerlebensdauer und die Durchbruchspannung verschlechtern. Die Beschichtung selbst muss daher halbleiterverträglich sein. Aus hochreinen Vorläufern verarbeitetes CVD-TaC erreicht eine dokumentierte Reinheit von 99,999841 %. Diese Zahl ist kein Zufall: Sie spiegelt die bewusste Kontrolle der Vorläufergasreinigung, der Reaktorsauberkeit und der Handhabung nach der Abscheidung wider. Bei diesem Reinheitsgrad bleiben alle metallischen Spezies, die aus der Beschichtung in die Dampfphase diffundieren könnten, für typische Wachstumsdauern unterhalb der analytischen Nachweisgrenzen.
Häufig beschichtete Graphitteile
PVT-Wärmefelder umfassen typischerweise fünf bis acht verschiedene Graphitkomponenten, die von der TaC-Anwendung profitieren können:
Tiegel, die das SiC-Quellenpulver enthalten und höchsten Temperaturen standhalten.
Saathalter, die den Saatkristall montieren und einen präzisen thermischen Kontakt erfordern.
Führungsringe, die den Dampfströmungsweg zum Saatgut formen.
Tiegelringe und Abstandshalter, die den Spalt zwischen Quelle und Saat definieren.
Zusätzliche Isolationsschilde oder Stützpfosten bei bestimmten Ofenkonstruktionen.

Die Beschichtung aller oder der meisten dieser Teile sorgt für einen einheitlichen Oberflächenzustand in der gesamten heißen Zone, anstatt dass es zu gemischten beschichteten und unbeschichteten Oberflächen kommt, die zu lokalen thermischen oder chemischen Asymmetrien führen könnten.
Warum CVD anstelle anderer Abscheidungsmethoden?
Nicht alle TaC-Beschichtungen weisen die gleiche Leistung auf. Plasmaspritz- oder Packungszementierungsmethoden erzeugen dickere Schichten, jedoch mit höherer Porosität, schlechterer Haftung und einem größeren Risiko von Abplatzungen bei Temperaturschock. CVD zeichnet sich dadurch aus, dass die Beschichtung Atom für Atom aus Dampfphasenvorläufern wächst. Dies führt zu völlig dichten Mikrostrukturen mit Korngrößen in der Größenordnung von wenigen Mikrometern und einer Dickengleichmäßigkeit von ±5 μm über großflächige Bauteile hinweg.
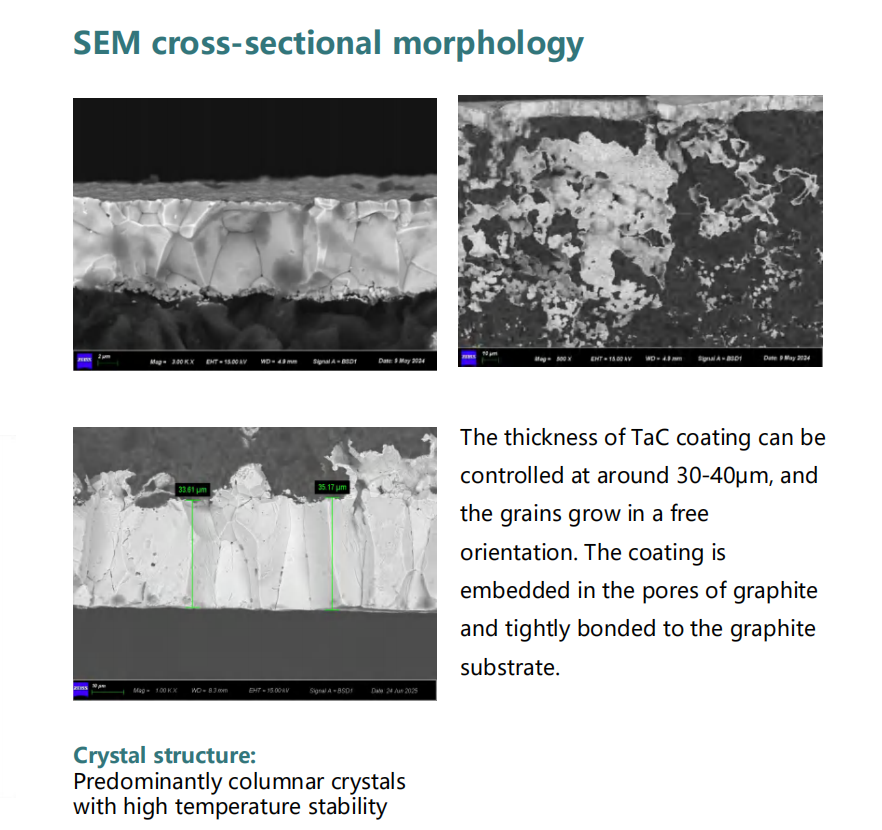
Die standardmäßige CVD-TaC-Dicke beträgt für die meisten PVT-Tiegel und -Halter 30 ± 5 μm. Für Öfen mit längeren Zyklen oder höheren Spitzentemperaturen können kundenspezifische Dicken von bis zu 40 μm angewendet werden. Dickere Beschichtungen erhöhen die Länge der Diffusionsbarriere, erfordern jedoch eine sorgfältige Anpassung an den Wärmeausdehnungskoeffizienten des Graphitsubstrats, um Grenzflächenspannungen zu vermeiden – ein Faktor, der bei der Gestaltung von CVD-Prozessen gut beschrieben ist.
Praktische Überlegungen zur Adoption
Anlagen, die von unbeschichteten auf TaC-beschichtete Komponenten umsteigen, sollten mit Anpassungen bei der Temperaturkontrolle rechnen. Die Beschichtung verändert den Emissionsgrad der Oberfläche, wodurch sich die Pyrometerwerte oder die Leistungs-Temperatur-Kalibrierung um 20–50 °C verschieben können. Diese Verschiebung ist vorhersehbar und wiederholbar, sodass ein kurzer Kalibrierungslauf ausreicht, um die korrekten thermischen Sollwerte wiederherzustellen. Nach dieser anfänglichen Kompensation verhält sich das beschichtete System über alle Durchläufe hinweg konsistenter als sein unbeschichtetes Gegenstück, wodurch die Notwendigkeit einer Abstimmung pro Durchlauf verringert wird.
Abschluss
Die PVT-basierte SiC-Produktion stellt außerordentliche Anforderungen an thermische Feldkomponenten aus Graphit. Die CVD-TaC-Beschichtung erfüllt diese Anforderungen durch vier miteinander verbundene Effekte: Sie unterdrückt die Freisetzung von Kohlenstoffpartikeln, blockiert den Angriff von Silizium auf das Substrat, bewahrt die thermische Feldsymmetrie über längere Laufsequenzen und verlängert die Austauschintervalle für Komponenten. Diese Ergebnisse verbessern insgesamt die Kristallreinheit, erhöhen die nutzbare Ausbeute pro Kugel und reduzieren den Kostenbeitrag pro Wafer durch Verbrauchsteile. Da sich die Größe der SiC-Wafer in Richtung 200 mm bewegt und die Anforderungen an die Defektdichte weiter steigen, wird sich der Einsatz technischer Beschichtungen wie TaC wahrscheinlich von einer Option zu einer Basisspezifikation in modernen Fertigungslinien ausweiten.
+86-579-87223657
Wangda Road, Ziyang Street, Kreis Wuyi, Stadt Jinhua, Provinz Zhejiang, China